Si tus proyectos con impresora 3D de tipo FDM no quedan del todo bien o si el cabezal te está dando problemas porque se atasca, quizá sea hora de que le hagas una calibración para asegurarte de que obtendrás los mejores resultados posibles. En este artículo te vamos a explicar, precisamente, cómo calibrar el extrusor o cabezal de tu impresora 3D, de manera que no solo evitarás atascos, sino que además obtendrás el mejor rendimiento posible de tu aparato.
Para obtener el mejor rendimiento de tu impresora 3D FDM, calibrar el extrusor es algo que deberás hacer antes o después (de hecho, lo ideal es hacerlo cuando es nueva). Al hacerlo, te asegurarás de que la cantidad de filamento que sale de la boquilla sea el adecuado (ni demasiado ni demasiado poco), haciendo que tus impresiones en 3D tengan la calidad adecuada, que no desperdicies filamento y que éste no se atasque en el cabezal.
Qué es el extrusor en una impresora 3D
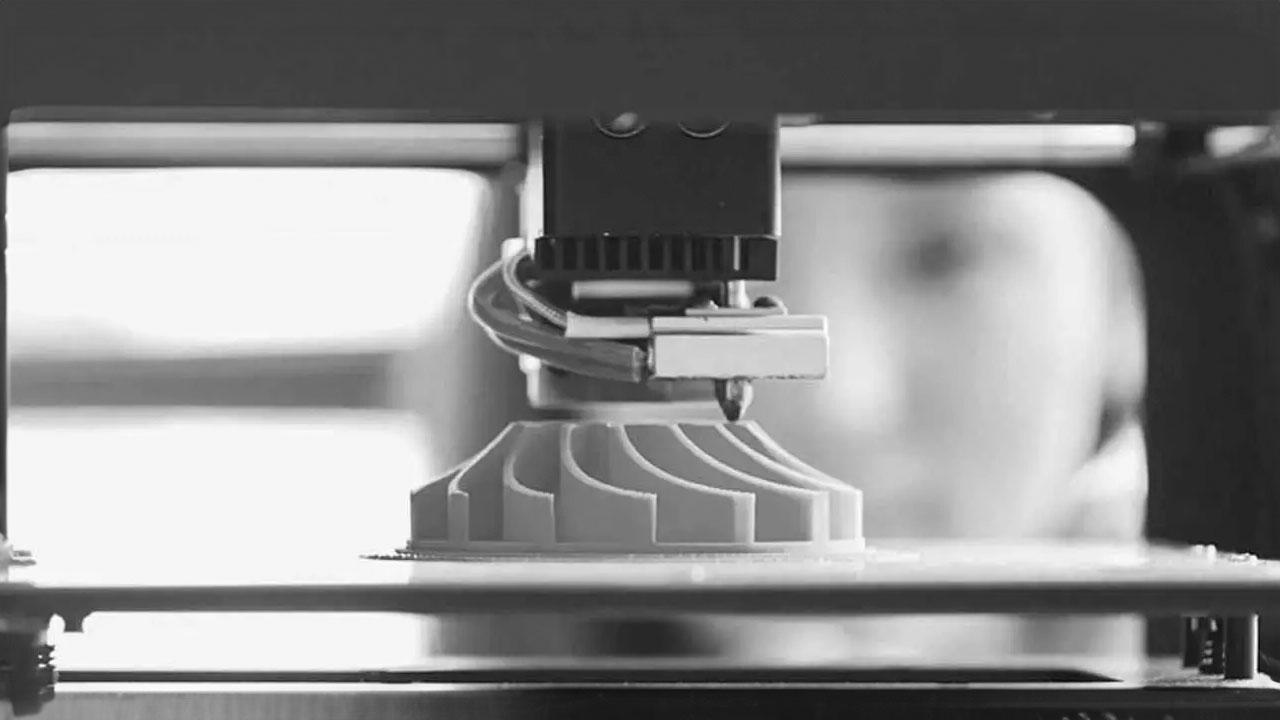
El extrusor en una impresora 3D es una de las partes más importantes ya que es la encargada de llevar el filamento que se utiliza hacia la boquilla de impresión a través de un sistema de poleas y una rueda dentada.
El extrusor se encarga de llevar el empujar el filamento hacia una polea mientas que la rueda de engranaje se encarga de llevarlo hacia la boquilla.
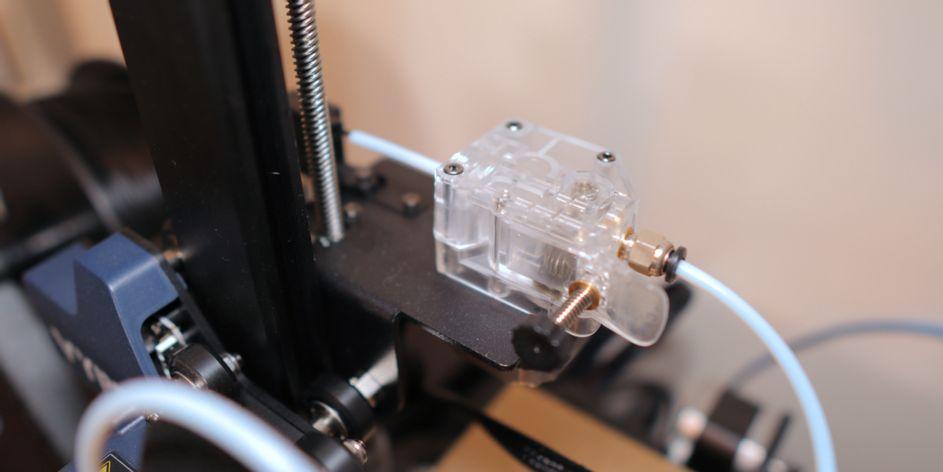
Algunos modelos de impresoras incluyen un extrusor con un tornillo que permite ajustar la presión que ejerce la rueda dentada sobre el filamento, algo especialmente útil cuando esta tiene problemas para hacer llegar el filamento a la boquilla por tratarse de materiales de baja calidad.
Tipos de extrusores
Básicamente podemos reducir a dos los tipos de extrusores que podemos encontrar en las impresoras 3D: El primer, denominado Directo, va montado sobre la boquilla mientras que el segundo, denominado Bowden, el filamento es arrastrado desde otra zona de la impresora alejado de la boquilla utilizando tubos de teflón.
Este es uno de los elementos más importantes ya que es la que se encarga de que la boquilla siempre tenga material disponible para imprimir. Si la boquilla no tiene material que calentar, el calor generado puede afectar a la boquilla y esta dejar de funcionar viéndonos obligado a reemplazarla.
Con el tiempo las ruedas que arrastran el material acumulan restos de filamento que pueden afectar a su funcionamiento, por lo que es importante realizar un mantenimiento periódico de forma regular.
Por qué es importante calibrar el extrusor
Si alguna vez te has topado con problemas para que la primera capa se pegue a la superficie, o si te salen las impresiones con manchas, protuberancias o huecos, entonces la calibración del extrusor de la impresora podría ser la culpable. Demasiado poco filamento a través del extrusor hará que las capas se deslaminen y provoquen una mala adhesión de la impresión a la placa; además, demasiado filamento también puede dar como resultado impresiones deformadas o llenas de fibras que no deberían estar ahí.
Por otro lado, un cabezal debidamente calibrado entregará la cantidad justa de filamento en cada capa de la impresión, haciendo que el resultado sea óptimo. Eso significa que la primera capa se adherirá correctamente a la placa de impresión, y el resultado final tendrá exactamente el aspecto debería tener (dependiendo claro está de la calidad y la precisión de tu impresora 3D).
Además, la calibración del extrusor es una forma bastante sencilla y rápida de obtener una gran mejoría en la calidad de las impresiones, y como verás a continuación es algo que puedes hacer tú mismo sin demasiado esfuerzo y sin herramientas complicadas. Además, calibrar el extrusor funciona tanto para los de tipo tubo Bowden como con los de accionamiento directo, por lo que mientras que tu impresora 3D sea de tipo FDM, debería valerte nuestra guía.
Finalmente, a destacar que el proceso de calibración de las impresoras 3D es una tarea que se debería de realizar de forma regular para garantizar que funciona de manera óptima. Hacerlo es especialmente importante si empiezas a notar que las impresiones salen deformadas o con huecos, pero aun así es algo que se debería realizar cada cierto tiempo, aunque la impresora esté funcionando aparentemente bien.
Cómo calibrar el extrusor de tu impresora 3D
Lo primero que debes tener claro son las herramientas que necesitarás para este proceso de calibración. Obviamente y tal y como ya hemos mencionado, esto es para impresoras 3D FDM con extrusor de acción directa o tubo Bowden; además, necesitas filamento, un calibre Vernier, un rotulador indeleble de punta de fieltro de un color diferente al del filamento que estés utilizando (para poder ver las marcas que vamos a hacer) y, por supuesto, un PC con el software de gestión de la impresión 3D. Como ves, los requisitos no son nada que no tenga casi todo el mundo en su casa, salvo el calibre que tendrás que comprar.
El primer paso en este proceso es cargar filamento en la impresora 3D. Consulta el manual de instrucciones de tu impresora para saber cómo, pero debería ser un proceso sencillo (en la mayoría de los casos se calentará la boquilla y luego introducirás el filamento en el extrusor). Una vez que el filamento comience a salir de la boquilla, sabrás que la impresora ya está lista para comenzar con la calibración.
Asegúrate de eliminar cualquier material anterior adherido al extremo de la boquilla, ya que lo ideal es que esté lo más limpia posible antes de comenzar el proceso. Además, es importante que la boquilla esté caliente para que la calibración sea lo más exacta posible.
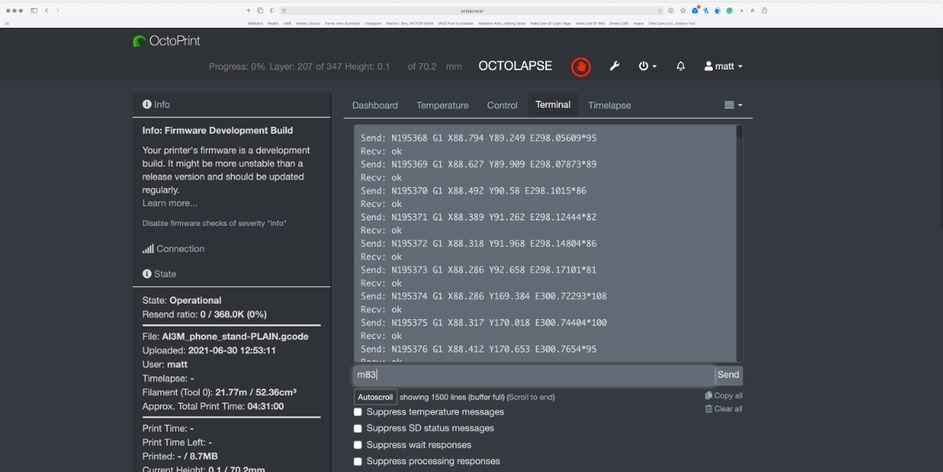
El siguiente paso es conectar el PC a la impresora 3D, y para la mayoría de las impresoras, podrás hacerlo mediante USB. Una vez que la tengas conectada y configurada, deberás poner la impresora en Relative Mode (esto se hace enviando un comando M83 a través del terminal).
A continuación, tendrás que medir y marcar el filamento que pretendemos extruir. Para este ejemplo, ajustamos el calibre a 120 mm. y luego medimos 120 mm. de filamento desde la entrada del extrusor (o desde el sensor de salida de filamento, dependiendo de la impresora). Deberás utilizar el rotulador indeleble para hacer una pequeña marca en el filamento con esta medida, y asegúrate de que es visible y lo más precisa posible (así que hazlo con paciencia y con mucho pulso).


Una vez que hayas realizado la marca de 120 mm. en el filamento, utiliza el terminal para enviar 100 mm. de filamento a través del extrusor; para ello, en el terminal ingresa el comando G1 E100 F100, y la impresora debería comenzar a extruir inmediatamente lo que «cree» que son 100 mm. de filamento a través de su boquilla (este proceso tardará aproximadamente un minuto).
Ahora, utilizando de nuevo el calibre, mide la distancia entre la entrada del extrusor o el sensor y la marca que hiciste en el filamento. Como hicimos la marca a los 120 mm. y en teoría hemos gastado 100 mm. de filamento, deberíamos tener tan solo 20 mm. de diferencia; si la medida es exactamente de 20 mm., no necesitas calibrar nada porque todo está correcto, pero si la distancia es superior o inferior a estos 20 mm., entonces sí que necesitas calibrar el extrusor.
Para ajustar el extrusor, deberás realizar algunos cálculos; para empezar, tendrás que encontrar el valor actual de pasos / mm. de la impresora, y para determinar este valor deberás enviar el comando M503 a través del terminal.
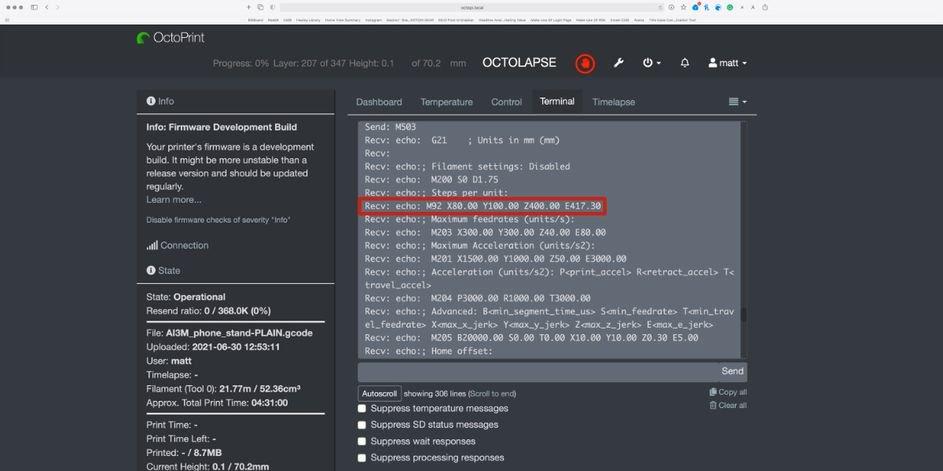
Esto debería devolverte algunas líneas de código como puedes ver en la captura de arriba. Busca la línea etiquetada como «echo M92 […]» y al final de esta línea encontrarás un valor, el cual indica los pasos por mm. de la impresora.
A continuación, tendrás que encontrar el valor de pasos físicos / mm., y esto es precisamente la medida que tomaste antes. Supongamos que esta medida fue de 22 mm., lo que daría 98 mm. de filamento gastado. Ahora deberás calcular cuántos pasos le tomó al extrusor obtener esa medida de filamento, y para ello utiliza el valor E que tomamos en el paso anterior multiplicado por 100 (porque sacamos 100 mm. de filamento, recuerda).
Si el valor E del extrusor fuera de 417,30 como en el ejemplo, entonces tendríamos 41.730 pasos para llegar a 98 mm. de filamento extruido. El cálculo final necesario es el número correcto de pasos para extruir 100 mm. de filamento, y para obtener ese valor solo tenemos que dividir el número de pasos del extrusor por los mm. actuales de filamento extruido. Siguiendo nuestro ejemplo, dividiríamos 41.730 entre 98, lo que equivale a 425,81 pasos / mm., y este es el valor que tendremos que introducir ahora en la impresora (sustituyendo al 417,30 que tenía) para calibrarla.
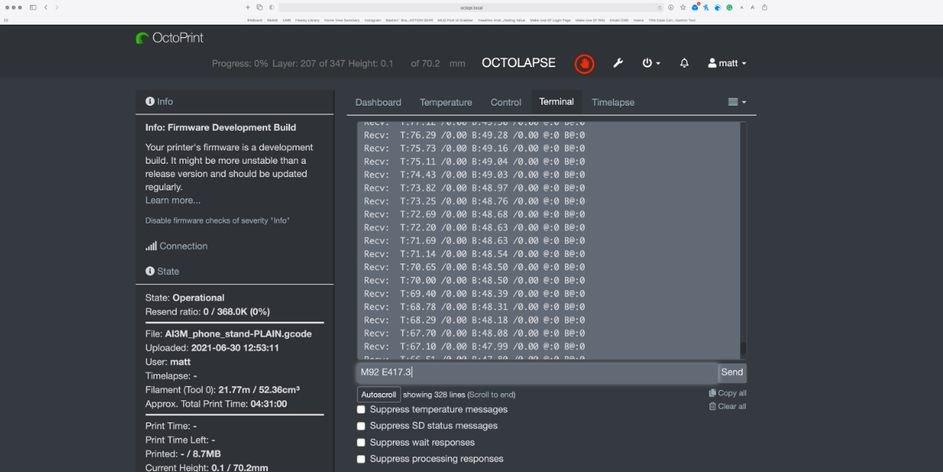
El paso final para terminar de calibrar tu impresora 3D es establecer el valor E con los pasos correctos que hemos calculado. Para hacer esto, envía en el terminal el comando M92 EXXX a la impresora, donde X es el valor en pasos / mm. que hemos calculado. En nuestro ejemplo escribiríamos M92 E425,8. Después hay que guardar el valor enviado con el comando M500, y ya la tendríamos completamente calibrada.
Llegados a este punto, es recomendable reiniciar la impresora 3D para que cargue los nuevos valores que hemos establecido y volver a ejecutar el proceso inicial (marcar 120 mm. de filamento, extruir 100 mm. y medir) para comprobar que ahora la impresora extrae exactamente la cantidad de filamento que debe sacar, ni más ni menos (de lo contrario, algo no ha salido bien y deberías repetir todo el proceso).