Existen diferentes tipos de materiales de fabricación de bobinas de filamento para impresoras 3D. Cada cual nos ofrece unas propiedades y unas características, pero, también tiene unas condiciones de uso. Antes de adquirir un filamento debes saber a qué temperatura funde y que temperaturas pude alcanzar la boquilla de la impresora 3D.
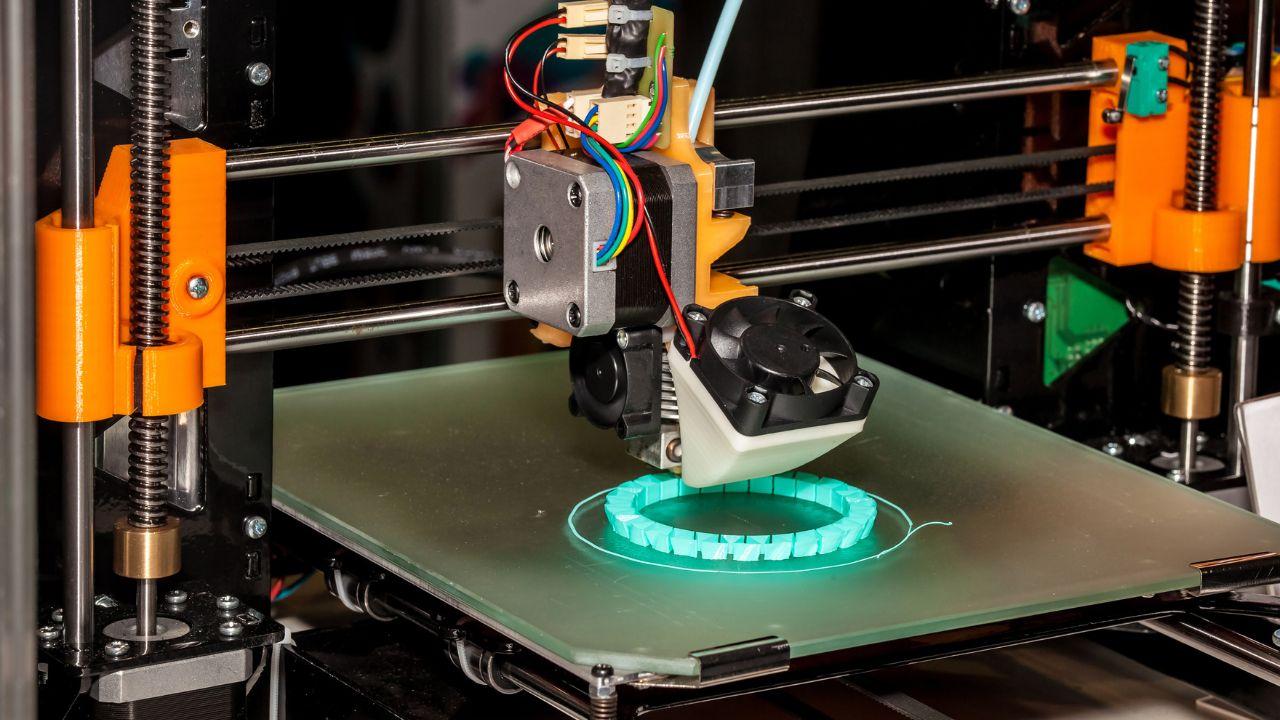
Si hablamos de funcionamiento, las impresoras 3D son bastante «simples». Cargamos un diseño en 3D y le damos a imprimir. El filamento será succionado por el extrusor y saldrá por la boquilla tras ser calentando. La impresora se ira moviendo para crear la figura según el archivo introducido.
Un error bastante común es no tener en cuenta la temperatura de la boquilla y del filamento. Las boquillas tienen una temperatura máxima de funcionamiento y el filamento tiene un rango de temperaturas a los que funde. Si la temperatura para fundir el material es superior a la de la boquilla del extrusor, tenemos un problema.
Temperaturas de los diferentes filamentos
Antes de adquirir un filamento necesitamos saber la temperatura a la que funde y el de la boquilla del extrusor. Si la temperatura del material excede la que puede dar nuestra impresora 3D, la cosa terminará en desastre. Podemos generar un atasco que oblique a tirar el extrusor entero o bien, que la pieza sea defectuosa.
Para ayudaros en este problema, vamos a decirte las temperaturas de fundición de diferentes filamentos. Es importante que antes de comprarlo, siempre revises sus especificaciones. Siempre debe aparecer la temperatura a la que funde el material. En caso de no ser así, mejor busques otro vendedor, ya que es un parámetro muy importante.
Nosotros te vamos a decir los tiempos de materiales más comunes y los rangos de temperatura a los que funden.

PLA (ácido poliláctico)
Es actualmente el más popular por su facilidad de uso, no ser contaminante y ser biodegradable. Se obtiene a partir del almidón de maíz. Tiene una temperatura de fundición oscila entre los 180 ºC y los 230 ºC. Debido a estas temperaturas, es compatible con todos los extrusores del mercado.
ABS (acrilonitrilo butadieno estireno)
También es muy popular y se utiliza mucho en la industria de la telefonía móvil o automóviles, entre otros. Se caracteriza por ser bastante flexible y ofrece buena resistencia a los golpes. Además, soporta (tras su manipulación) temperaturas de entre -20ºC y de hasta 80 ºC.
Pero, este material tiene ciertos inconvenientes. El primero de todos es que es tóxico, así que se debe utilizar en una zona bien ventilada o en su defecto en una impresora 3D cerrada.
Requiere este filamento de temperaturas entre 210 ºC y 250 ºC para su fundición. Debes saber que tiende a deformarse cuando se enfría, estropeando la pieza.
PETG (tereftalato de polietileno)
Material utilizado para la fabricación de las botellas de plástico que podemos encontrar en el supermercado. Es de tipo inerte, siendo ideal para fabricar piezas que estén en contacto con alimentos. Ofrece buena resistencia y es semirrígido. No libera olores durante la impresión.
Al ser 100% reciclable, muchos usuarios recopilan botellas para fabricar bobinas a coste cero. Muchos optan por las botellas azules de una conocida marca de agua.
Este material funde a temperaturas de fundición entre 220 ºC y 250 ºC.
Nailon (nylon)
Filamento bastante interesante por ser el que más dureza, flexibilidad y durabilidad ofrece. Sobre todo, se utiliza en industrias. Tiene como problema en que es complicado de utilizar y debe ser en espacios abiertos.
Requiere de unas temperaturas de función entre 240 ºC y 260 ºC.

PC (policarbonato)
Este es un material bastante utilizado en aplicaciones de ingeniería. Tiene la capacidad de soportar altas temperaturas, aunque como aspecto negativo, tiende a absorber la humedad del aire. Obliga este aspecto a guardarlo en recipientes herméticos para que no pierda rendimiento y resistencia.
Presenta un gran problema de uso en impresoras 3D y es que requiere de temperaturas entre 270 ºC y 310 ºC para fundir.

TPU (poliuretano termoplástico)
Material bastante flexible y duradero que se utiliza en la industria automotriz. Es un derivado del caucho (TPE) que ofrece mayor rigidez y durabilidad. Habitualmente se utiliza para fabricar fundas para smartphone.
Lo bueno es que requiere de temperaturas de fundición entre 210 ºC y 230 ºC, bastante similares al PLA.
ASA (acrilonitrilo estireno acrilato)
Se asemeja en características y propiedades al ABS, pero ofrece mayor resistencia a rayos UV. Es un material excelente para hacer piezas que van a estar a la intemperie, aunque absorbe bastante la humedad. Debemos destacar que es toxico, así que necesitamos espacios ventilados o impresoras 3D cerradas.
Existen de dos tipos, lo cual afecta a la temperatura de fundición:
- Sin recocer: entre 77 ºC y 102 ºC
- Recocido: entre 88ºC y 104 ºC

Resumen de temperaturas de fundición del filamento
| Material | Temperatura |
|---|---|
| PLA (ácido poliláctico) | Entre los 180 ºC y los 230 ºC |
| ABS (acrilonitrilo butadieno estireno) | Entre los 210 ºC y los 250 ºC |
| PETG (tereftalato de polietileno) | Entre los 220 ºC y los 250 ºC |
| Nailon (nylon) | Entre los 240 ºC y los 260 ºC |
| PC (policarbonato) | Entre los 270 ºC y los 310 ºC |
| TPU (poliuretano termoplástico) | Entre los 210 ºC y los 230 ºC |
| ASA (acrilonitrilo estireno acrilato) | Sin recocer: entre los 77 ºC y los 102 ºC Recocido: entre los 88ºC y los 104 ºC |
Conclusión
Antes de comprar un filamento debes conocer las temperaturas a las que funde, ya que no todos son iguales. También debes saber la temperatura a la que puede llegar la boquilla del estrusor. Si esta por encima de la del material, no es problema, lo podremos regular facilmente. Pero, si la boquilla esta por debajo de la temperatura del material, la cosa terminara en desastre.